CH61200L CNC-svarvcenter med C-axel
Kort instruktion
Denna maskin är sammankopplad med C-axel, matning X och Z-axel, tre axlar kan länkas och röra sig tillsammans med multifunktion och hög skäreffektivitet.
Parat med SIEMENS 828D CNC-system.
Två växlar med spindelhastighet, och steglös hastighet inom växlarna, hydraulisk växling, konsekvent skärhastighet.Huvudspindelmotor är SIEMENS 37KW AC servomotor, minska hastigheten och öka vridmomentet med växlar, spindelhastigheten är 5-200rpm.
C-axeln indexeras av AC-servomotor med hög precision och hydraulisk automatisk låsning och använder cirkulärt gitter för att detektera faktiska positioner;X-axeln använder SIEMENS AC servomotordrivet och högprecisionskulskruvpar för att realisera sidorörelse, Z-axeln använder SIEMENS AC servomotordrivning med hög precision snäckreducerare för att röra sig i längdriktningen, både X, Z-axeln är utrustade med gallret för att detektera faktisk position, sluten slinga kontroll, med god positioneringsnoggrannhet och repeterad positioneringsnoggrannhet
användning av maskinen
Detta är en högeffektiv skärmaskin, lämplig för skärning av gjutjärn, stål och icke-järnmetaller med höghastighetstål och hårdlegeringsverktyg.Det kan vara svarvning av yttre cirkel, ändyta, skärande spår, kapning, skärning av inre hål, fräsning av kilspår, fräsning av spiralspår, borrning och gängning.
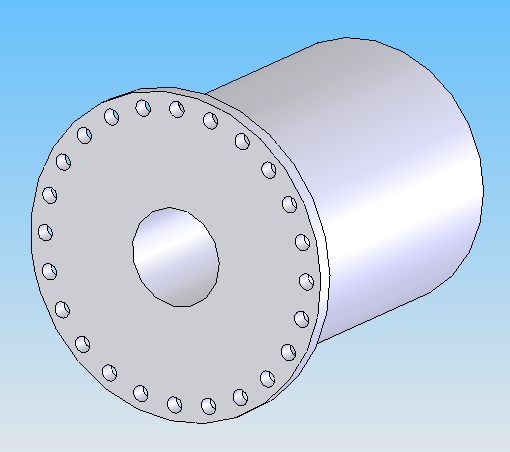
Skisskarta över arbetsstycket:

Fräsning av kilspår

Fräsgänga med växlande stigning
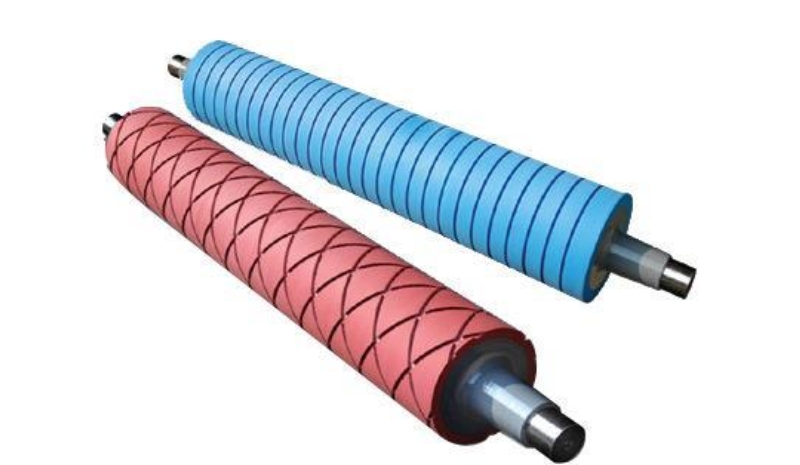
Frässpiralspår, skalmönster
parameter och kapacitet
| Styrvägens bredd | 1100 mm |
| Max.svängdiameter över sängen | φ2040mm |
| Max.svängdiameter över verktygsstolpen | φ1500mm |
| Max.arbetsstyckets längd | 12000 mm |
| Max.arbetsstyckets vikt mellan mitten | 10T |
| huvudöverföring | |
| Spindelns främre lager | φ220 mm |
| Spindelhastighetsområde | 5-200 r/min |
| Spindelhålets diameter | φ130 mm |
| Främre avsmalning av spindelhål | metrisk nr 140 |
| Huvudmotorkraft, servomotor | 37KW |
| Spec.av spindeländen | 1:30 |
| foderöverföring | |
| X-axelns rörelse | 85 mm |
| z-axelrörelse | 11800 mm |
| x-axelns snabba färdhastighet | 4m/min |
| z-axelns snabba färdhastighet | 4m/min |
| Servomotorns vridmoment od x-axeln | 27Nm |
| Servomotorns vridmoment o z-axeln | 36 Nm |
| Horisontellt 8-läges krafttorn | 0.5.473.532.8 |
| Sektionsstorlek på verktygsskaft | 32mmx32mm |
| Stjärtstock | |
| Fjäderdiameter på ändstocken | φ260 mm |
| Quill resa | 300 mm |
| Avsmalnande hål av fjäderpenna | metrisk nr 80 |
| Assistent stadig vila (2 set) | |
| Stängd stadig vila | φ400-φ700 mm |
| kasta | |
| Fyrkäftschuck | φ1600mm |
| C-axeln | |
| Max.vridmoment under spänt tillstånd | 3000 Nm |
| Positioneringsnoggrannhet för C-axeln | 36 tum |
| Upprepa positioneringsnoggrannheten för C-axeln | 18 tum |
Huvudstruktur
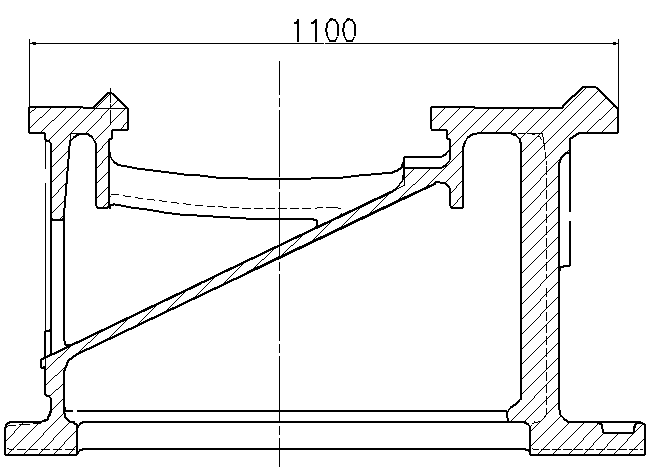
1) säng
Sängen är en golvsäng med en bredd på 1100 mm och en höghållfast hartssandgjutning.Materialet är HT300.Sängen har fördelarna med stark styvhet, stor bärighet och god stabilitet
Styrvägen är ett berg och en platt struktur, hårdheten på styrvägen är över HRC52, tjockt härdningsdjup är bra att slipa.
Den inre kaviteten i bäddkroppen är försedd med W-formad förstärkningsribba, vilket kraftigt stärker maskinbäddens styvhet och minskar deformationen på grund av bärvikten.
Efter åldrandet av bäddgjutgodset kan det avlägsna restspänningen i gjutgodset och minska frigörandet av restspänningen vid bearbetning och användning av maskinen.
Det finns sluttande och välvda hål på baksidan av sängen som används för borttagning av spån.Spånet, kylvätskan, smörjoljan och så vidare tas bort direkt i spånbrickan.Så spånrengöringen är bekväm och kylvätskan kan återvinnas
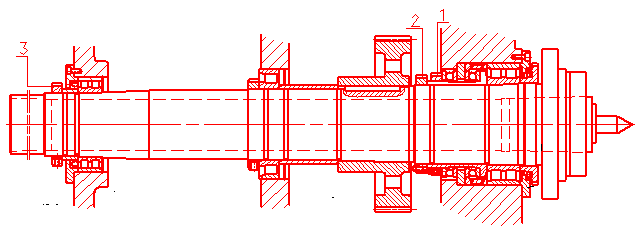
2) Huvudstock
Spindeln antar trepunktsstöd, med den främre änden som den fasta änden, de mittersta och bakre ändarna som färdänden, de främre och bakre ändarna som huvudstödet och mitten som hjälpstödet.Den axiella positioneringen är inställd vid spindelns främre ände, så att spindeln sträcker sig bakåt efter att ha värmts upp, vilket eliminerar påverkan av spindelns termiska förlängning på verktygsmaskinens noggrannhet.
Svarvens huvuddrivning realiseras av Siemens AC-spindelmotor genom remskiva, växel och fyrstegs hydraulisk automatisk växling.Spindelns konstanta vridmomentområde är stort och skärning med konstant linjär hastighet kan realiseras.Spindellagret är ett speciallager, med hög precision och stark styvhet.
Headstocken smörjs av stark olja, och headstockens kugghjul och lager smörjs av en speciell oljepump.Den främre änden av spindeln antar den dubbla tätningsstrukturen av labyrint och slits, vilket effektivt kan förhindra oljeläckage och främmande föremål från att komma in i huvudstocken.
3): Verktygsinlägg
Använd tyska SAUTER 8 position horisontellt revolver 0.5.473.532.8, detta revolver har funktion för att skära yttre cirkel, ändyta och gänga samt fräsa, borra och gänga.Det här tornet drivs av SIEMENS servomotor installerad på den, och parad med följande tillbehör.
| Ser.Nej. | namn | Typ | Antal |
| 1 | Krafttorn | 0.5.473.532.8 | 1 |
| 2 | Kutterhuvud | 0.5.901.032/077790 | 1 |
| 3 | 0-graders kaphållare | 0.5.921.106-117859 | 1 |
| 4 | 90-graders kaphållare | 0.5.921.206-117866 | 1 |
| 5 | Hållare för utvändig cirkelskärare | B2-60X32X60-113908 | 2 |
| 6 | Hållare för invändig cirkelskärare | E2-60X50-113961 | 2 |

4) Z- och X-axel:
Diametern på kulskruven för X-axeln är φ40x5, Z-axeln drivs av kuggstång och kugghjul, kuggmodulen är m=5, och z-axeln antar full sluten slinga-kontroll genom att gallra linjalfeedback
5) Svanslager
Stjärtstocken består av övre del och bottendel, fjäder och fjädercentrumlinjejusteringsorganisation är installerad i övre delen.Bakaxelns rörelse drivs av motor.Stjärtpennan kan rotera.
6) smörjsystem
Smörjning av lager i topplock, kugghjul och lager i topplock och andra fall tillhandahålls av specialpumpen, smörjning av kulskruvens lager och varje smörjpunkt på maskinen antar intermittent och koncentrerad smörjning, och smörjtiden är justerbar, så att den förhindrar effektivt slöseri med smörjolja och kan effektivt förbättra maskinens dynamiska respons och livslängden för styrbanan och kulskruven.
hydrauliskt system
Hydraulsystem används för automatisk ändring av spindelvarvtal och forcerad kylvätska av växlar i axeln samt automatisk låsning av C-axeln.
7)C-axel
C-axeln drivs av en servomotor, kan automatiskt växla till transmissionsläget för spindel och C-axel, den bakre delen av spindeln är försedd med hög precision cirkulärt gitter av C-axeln och bromsdämpningsmekanism.Med helt slutet mätsystem.
Maskinens noggrannhet
| Avsluta skärning av yttre cirkel | 0,005 mm |
| Bearbetningskonsistens, på 300 mm längd | 0,03 mm |
| Planhet för att skära platt, | |
| på diameter 300 mm | 0,025 mm, konkav |
| X-axel | |
| positioneringsnoggrannhet | X≤0,03 mm |
| upprepa positioneringsnoggrannhet | X≤0,012 mm |
| Z-axel | |
| Positioneringsnoggrannhet, på 10000 mm längd | X≤0,13 mm |
| Upprepa positioneringsnoggrannhet | X≤0,05 mm |
| C-axeln | |
| positioneringsnoggrannhet | 36" |
| upprepa positioneringsnoggrannhet | 18" |