




Djuphåls trepaneringsmaskin TK2150
I. Maskinens grundläggande processprestanda
1) Denna maskin kan användas för trepanering av de inre hålen.
2) Under bearbetning roterar arbetsstycket, skärverktyget matas och skärvätska kommer in i skärområdet genom trepaneringsstången för att kyla och smörja skärområdet och ta bort metallspånen.
3) Vid trepanering används den bakre änden av trepaneringsstången för oljetillförsel och änden av oljetryckshuvudet används för skärning.
6) Verktygsmaskinens bearbetningsnoggrannhet:
Trepanering: Bländarnoggrannhet IT9-10.Ytjämnhet: Ra6,3
Rakhet för bearbetningshål: mindre än 0,1/1000 mm
Utloppsavvikelse för bearbetningshål: mindre än 0,5/1000 mm
II.Huvudsaklig teknisk parameter
Trepaneringsdiameter………………………………φ200-φ300mm
Max.trepaneringsdjup……………………………… 6000mm
Arbetsstyckets spänndiameter………… φ200~φ500mm
Spindelhål ………………………………… φ130mm
Framänden avsmalnande av spindeln på huvudstocken... metrisk 140#
Spindelhastighetsområde………………3,15~315r/min
Matningshastighet……………………… 5~1000mm/min, steglös
Snabb färdhastighet för sadel……… 2000mm/min
Huvudmotor………… 30kW (trefas asynkronmotor)
Matningsmotor…………………………………N=7,5Kw (servomotor)
Hydraulpumpsmotor………………… N=2,2kW,n=1440r/min
Kylvätskepumpmotor...N=7,5 kW (2 uppsättningar inbyggda centrifugalpumpar)
Märktryck för kylvätskesystemet………0,5 MPa
Kylvätskeflöde………………………………………300 600 L/min
Maskinens totala storlek…………1700mmⅹ1600mmⅹ1800mm
III.Maskinens prestanda och egenskaper:
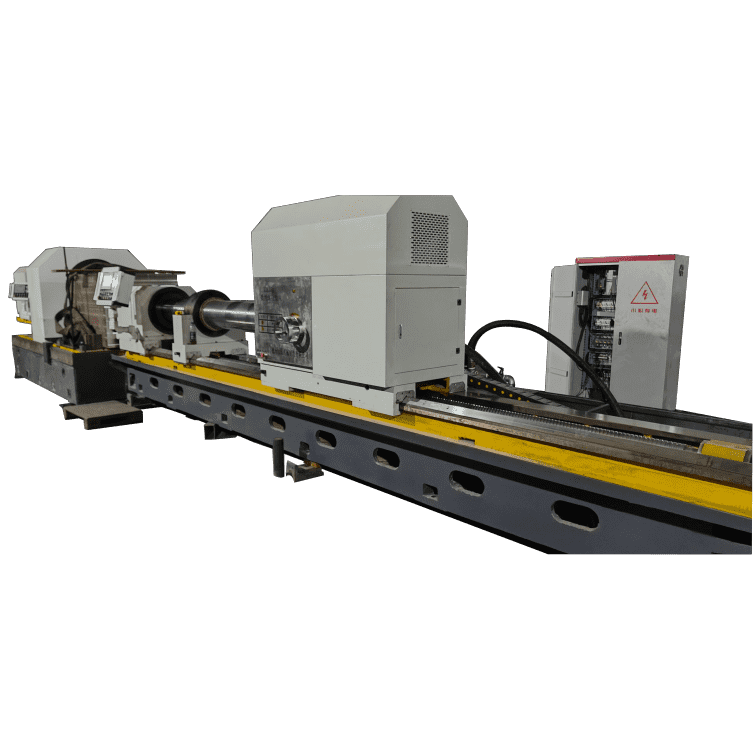
TK2150 CNC trepaneringsmaskin är en specialiserad verktygsmaskin för bearbetning av cylindriska djuphålsdelar.
Under trepaneringsprocessen tillförs kylvätska från den bakre änden av trepaneringsstången, och oljetryckshuvudänden är utrustad med en lanterna för skärning.Lämplig för massproduktion och kan även användas för enstyckstillverkning och liten batchproduktion.
IV.maskinens huvudstruktur
1) Verktygsmaskinen är sammansatt av huvudkomponenter som bädden, huvudstocken, sadeln, sadelmatningssystem, stadig vila, vibrationsdämpare som är stabil för trepaneringsstången, kylsystem, elektriskt system, metallspånborttagningsanordning, etc.
2) Sängen, sadeln, sadeln, lådan, oljetryckshuvudet, stödet och andra komponenter är alla gjorda av höghållfast gjutjärn och hartssandform, vilket säkerställer god styvhet, styrka och noggrannhet för verktygsmaskinen.Sängen använder internationellt avancerad ultraljudsläckning, med ett härddjup på 3-5 mm och HRC48-52, som har hög slitstyrka.
(1) Säng
Verktygsmaskinens bädd är sammansatt av en kombination av tre stycken bäddkroppar.Sängkroppen är en struktur med tre slutna sidor och lutande ribbplattor, och är gjord av högkvalitativt gjutjärn HT300 med god styvhet.Sängstyrskenans bredd är 800 mm, vilket är en plan och en V-styrning med hög bärförmåga och god styrnoggrannhet.Styrvägen har genomgått härdningsbehandling och har hög slitstyrka.I spåret på sängstyrningsvägen är en matarkulaskruv installerad, stödd av konsoler i båda ändar och assisterad av två dragramar i mitten.Dragramen kan röra sig längs styrvägen i botten av spåret, och dess rörelse och stopp styrs av dragplattan och rullarna på sadeln.Det finns ett T-format spår på sängens främre vägg, som är försedd med ett fast avståndssäte av vibrationsdämpare, som är stabilt för borrstång, och ett fast avståndssäte för sadeln för att kontrollera vibrationsstabiliteten för borrstången och sadeln.Sängens främre vägg är utrustad med ställ som går i ingrepp med den manuella enhetens kugghjul för att flytta det stadiga stödet, stödet och vibrationsdämparen stadigt på borrstången.
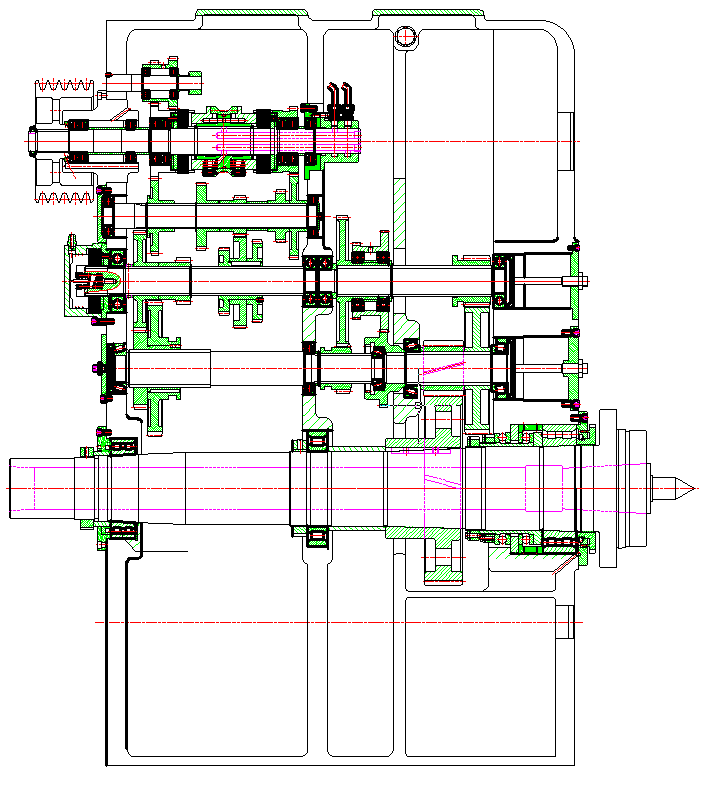
(2) Headstock:
Fäst i sängens vänstra ände, spindelhålet är φ 130mm.Headstocken drivs av en 30kW motor, och spindelhastigheten är 3,15-315r/min genom flerstegs växelreduktion och manuell hög- och lågväxling.Installera en chuck med fyra käftar vid spindeländen av huvudstocken för att klämma fast arbetsstycket.
Spindeln är utrustad med ett oberoende smörjsystem för att ge stark smörjning för olika lager och växelpar
(3)Sadel och reshuvud
Körhuvudet är fixerat på sadeln, och under matning driver färdhuvudet (fixerat på baksidan av sängen) skruven att rotera, vilket gör att muttern som är fäst med sadeln rör sig axiellt, vilket driver sadeln till matning.När sadeln rör sig snabbt, driver den snabba motorn bakom sadeln hastighetsreduceraren att rotera, vilket driver sadeln att röra sig snabbt.
Reshuvudet är fixerat på sadeln.Huvuduppgiften är att klämma fast trepaneringsstången och köra den framåt och bakåt genom sadeln.
(4)Foderlåda
Matarlådan är installerad i slutet av sängen och drivs av en AC-servomotor.Utgångsaxeln kan uppnå en steglös hastighetsreglering på 0,5-100r/min.Smörjningen inuti lådan tillförs av en kolvpump som drivs av en kam.Det finns en säkerhetskoppling vid anslutningen mellan utgående axel och skruven, och ingreppskraften kan justeras med fjädrar.Vid överbelastning kopplas kopplingen ur och en mikrobrytare utlöses för att skicka en signal för att stoppa sadeln (felindikatorlampa visas)
(5)Stadigt stöd och domkraft av arbetsstycket
Stödstödet använder tre rullar utrustade med rullager som stöd för arbetsstycket.De två nedre rullarna placeras på konsolen och konsolen rör sig längs styrvägen för att stödja arbetsstycket.De främre och bakre fästena kan flyttas genom kulskruven, medan den övre rullen är installerad på styrstången, som rör sig längs styrhålet.Efter att stödet är klart måste styrstången fixeras med skruvar.
Domkraften är utrustad med två rullar med rullager som arbetsyta.Rullarna placeras på domkraften och domkraften rör sig längs styrvägen för att stödja arbetsstycket.De främre och bakre domkrafterna kan flyttas samtidigt genom positiva och negativa ledarskruvar, och inriktningen av de två rullarna kan justeras genom den främre justeringshylsan.Efter att ha stötts måste både domkrafterna och styrstången fixeras med skruvar.
(6)Vibrationsdämpare stadigt på trepaneringsstången:
Vibrationsdämparens steady används som ett extra stöd för trepaneringsstången.För smala trepanningsstänger är det nödvändigt att öka antalet stadiga på lämpligt sätt.Dess rörelse längs sängstyrningsvägen drivs av en vagn eller kan också drivas av en manuell anordning.Denna verktygsmaskin är utrustad med en uppsättning vibrationsdämpare som är stabila med trepaneringsstång.
(7)Kylsystem:
Kylsystemet är placerat bakom verktygsmaskinen, huvudsakligen bestående av en oljetank, en pumpstation, en oljeledning, en spånlagringsvagn och ett oljereturspår.Kylvätskans funktion är att kyla och ta bort metallspån.